

1/5





Lagos, Amuwo-Odofin, 1 day ago
11 views
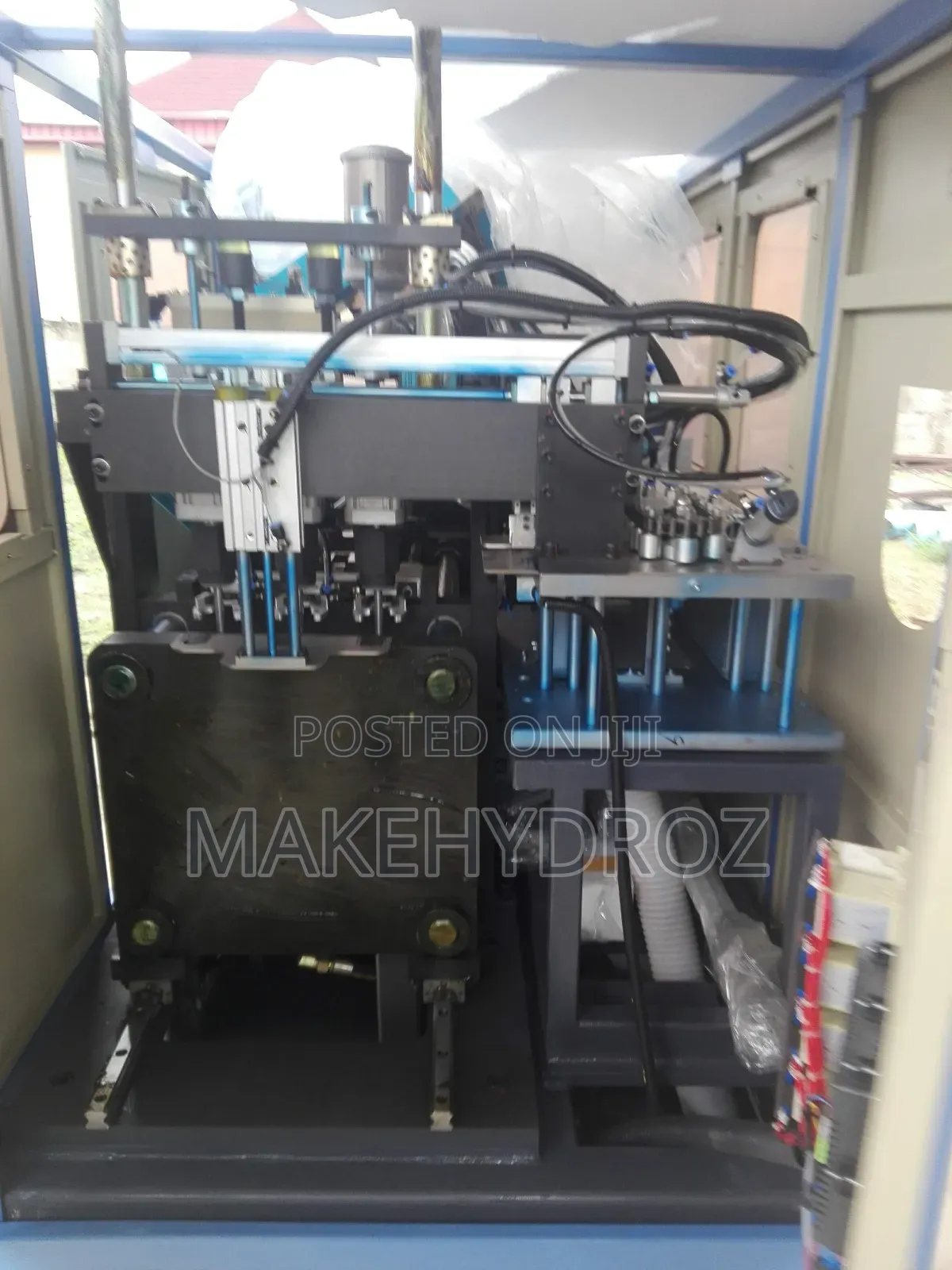
Full Automatic Pet Bottle Blowing Machine
Bottle Making Machines
Type
Brand New
Condition
100 ml, 200 ml, 300 ml, 400 ml, 500 ml, 750 ml, 1000 ml, 1500 ml, Other
Bottle Volume
30mm
Neck Diameter
PET
Plastic Processed
25kW
Bottle Machine Power
1500kg
Bottle Machine Weight
1800kg
Weight
Store address
Lagos State • Amuwo-Odofin
Amuwo odofin
Lagos State • Orile
Block 12b Shop 5 Coker Market
After Ovamann plaza
Closed
• Mon - Sat, 09:00-18:00
Preforms are loaded into a hopper, oriented (neck upwards), and fed into the heating section. Some machines have automatic unscramblers to line them up properly. The preforms are heated by infrared lamps (heating zones), rotating or travelling through heater ovens so that the body of the preform softens. The neck is often kept cooler (via neck cooling) because it must retain shape for fitting caps. Heat must be uniform to get consistent wall thickness in final bottles.
Once heated to the right temperature, the preform is transferred into a mould. A stretch rod pushes into the preform to elongate it vertically (stretch), then high-pressure air blows it radially into the shape of the mold (blow).



Safety tips
- Avoid paying in advance, even for delivery
- Meet with the seller at a safe public place
- Inspect the item and ensure it's exactly what you want
- Make sure that the packed item is the one you've inspected
- Only pay if you're satisfied


